
Pharmaceutical
Heat Recovery
Clean room HVAC recovery, API process heat capture, and steam system optimisation.
GMP-compatible heat exchangers for pharmaceutical manufacturing — recovering waste heat from clean rooms, API reactors, and steam utilities. SS 304L construction with validation documentation, 250–3,500 kW capacity.
Three Models,
One Solution

Boiler economiser for pharmaceutical steam systems — recovers heat from boiler flue gases to preheat feedwater for WFI generation, autoclaving, and sterilisation circuits.

High-capacity plate heat exchanger for pharmaceutical process heat recovery — GMP-compatible design for clean utility loops, solvent recovery, and reactor cooling systems.

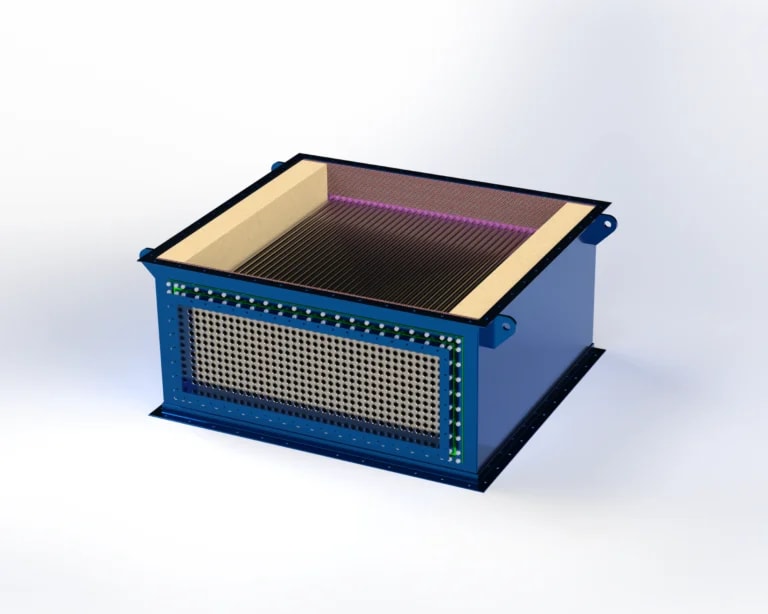
Recovers waste heat from cleanroom HVAC exhaust, fume hood extraction, and drying oven discharge. Preheats fresh supply air while maintaining air quality separation.
Pharmaceutical
Applications
Select an application for your pharmaceutical manufacturing heat recovery needs.
Pharmaceutical clean rooms require massive volumes of conditioned air — much of which is exhausted after a single pass. Our EnerAir EAA air-to-air heat exchangers recover thermal energy from clean room exhaust air to precondition incoming fresh air, reducing HVAC loads by 20–35%. Typical payback under 18 months.
GMP Compatible
Meets pharmaceutical manufacturing standards
Validation Docs
Full IQ/OQ/PQ documentation support
Solvent Safe
Handles common pharmaceutical solvents
CIP/SIP Ready
Clean and sterilise-in-place compatible
Built for
Pharma
Key advantages for pharmaceutical applications.
Steam Boiler Savings
Recovers flue gas heat to preheat boiler feedwater, improving steam generation efficiency by 4-8%.
WFI System Integration
Preheats feed water for Water-for-Injection distillation columns, reducing energy input per litre of WFI.
Validated Construction
Full material traceability with EN 10204 3.1 certificates, weld maps, and documented surface finish.
Autoclave Support
Waste heat recovery offsets energy demand from sterilisation and autoclaving steam circuits.
Compact Utility Room
Horizontal or vertical mounting fits constrained pharmaceutical boiler houses and utility mezzanines.
Low Maintenance
Removable tube bundle for annual inspection aligns with pharmaceutical planned shutdown schedules.
GMP-Ready
Heat Recovery
Hygienic construction with documented surface finish — integrates with validated pharmaceutical process systems.
Pharma-Grade Efficiency
Without Compromise.
Pharmaceutical manufacturing demands both energy efficiency and absolute process integrity. Our heat exchangers deliver waste heat recovery while maintaining the hygiene standards required for GMP environments — SS 316L construction, documented surface finishes, and cleanable designs that pass regulatory audits.
Recover process waste heat for HVAC preheating — reducing clean room energy costs by up to 25%.
SS 316L with documented Ra surface finish and cleanable tube bundles — designed for validated environments.
Waste heat recovery preheats WFI and PW system feeds — reducing energy input to water purification.
Waste heat recovery preheats WFI and PW system feeds — reducing energy input to water purification.


Pharma
FAQs
Common questions about heat recovery for pharmaceutical manufacturing.
Yes. Our SS 304L heat exchangers are suitable for GMP-regulated pharmaceutical environments. We provide material certificates (EN 10204 3.1), surface finish specifications, weld quality records, and FAT/SAT support.
Our EnerAir EAA exchangers recover 20–35% of thermal energy from exhaust air. For a facility spending £500,000/year on HVAC, expect £100,000–£175,000 annual savings with payback under 18 months.
Our heat exchangers recover energy while solvents are in vapour phase. For concentrations near LEL, we recommend integration with thermal oxidiser pre-treatment. Commonly installed downstream of scrubbers for safe heat recovery.
WFI plants generate significant recoverable heat from column condensers and cooling systems. Our EcoStream EST range recovers this energy for feedwater preheating, reducing WFI production energy consumption.
Yes. We provide material certificates, design calculations, weld specifications, NDT reports, pressure test certificates, surface finish measurements, GA and P&ID drawings, O&M manuals, and FAT/SAT protocols.
Clean room HVAC (EAA): annual inspection and cleaning. Process applications (EST): 6–12 monthly inspection. CIP-compatible designs reduce manual cleaning. We provide qualification-compatible maintenance SOP templates.
Ready to
Recover?
Our engineering team understands pharmaceutical requirements. Share your facility details for a GMP-compatible solution.
- Clean room HVAC heat recovery
- API process heat capture
- Steam & WFI optimisation
- Full validation documentation