
Sugar Refining
Condensation
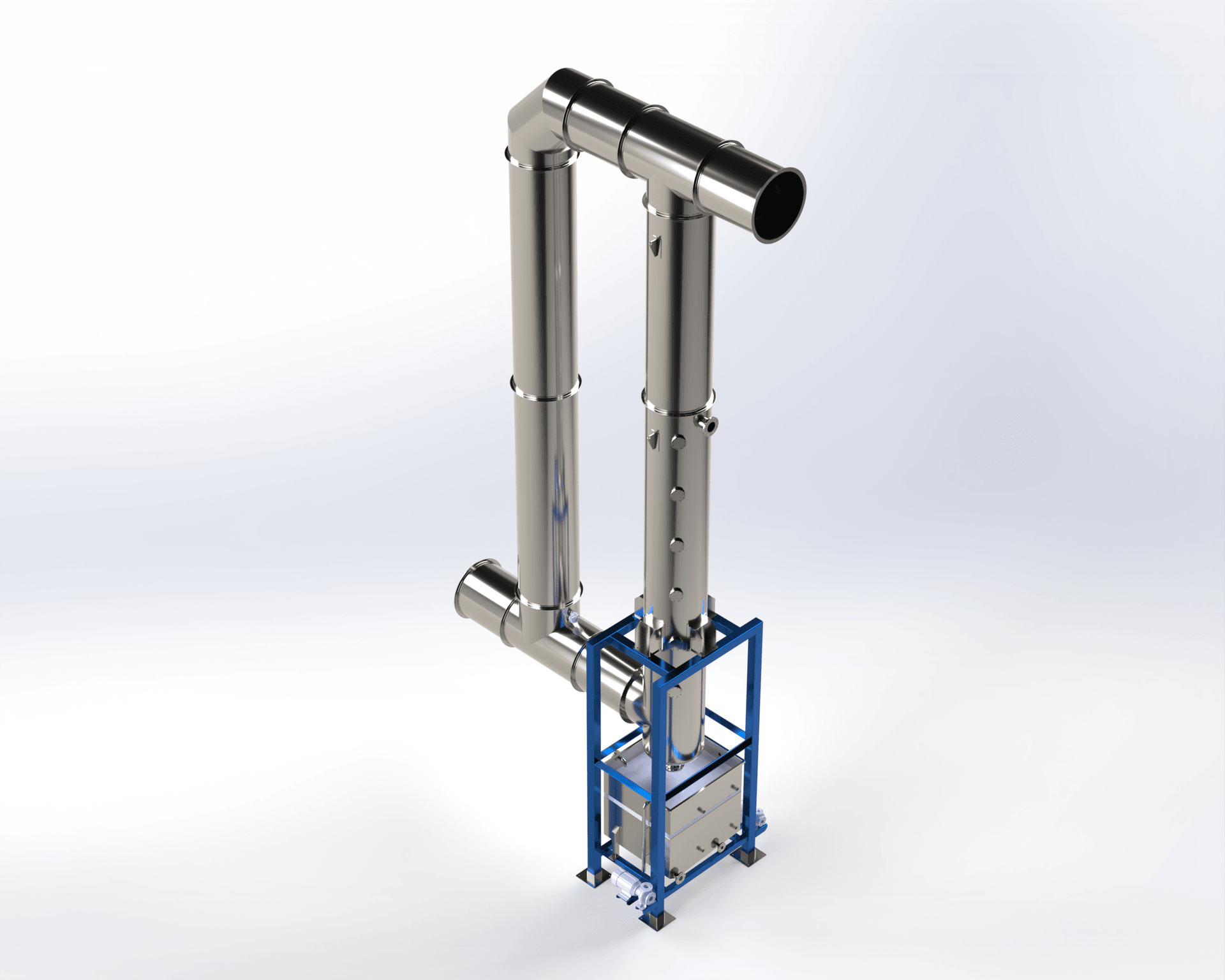
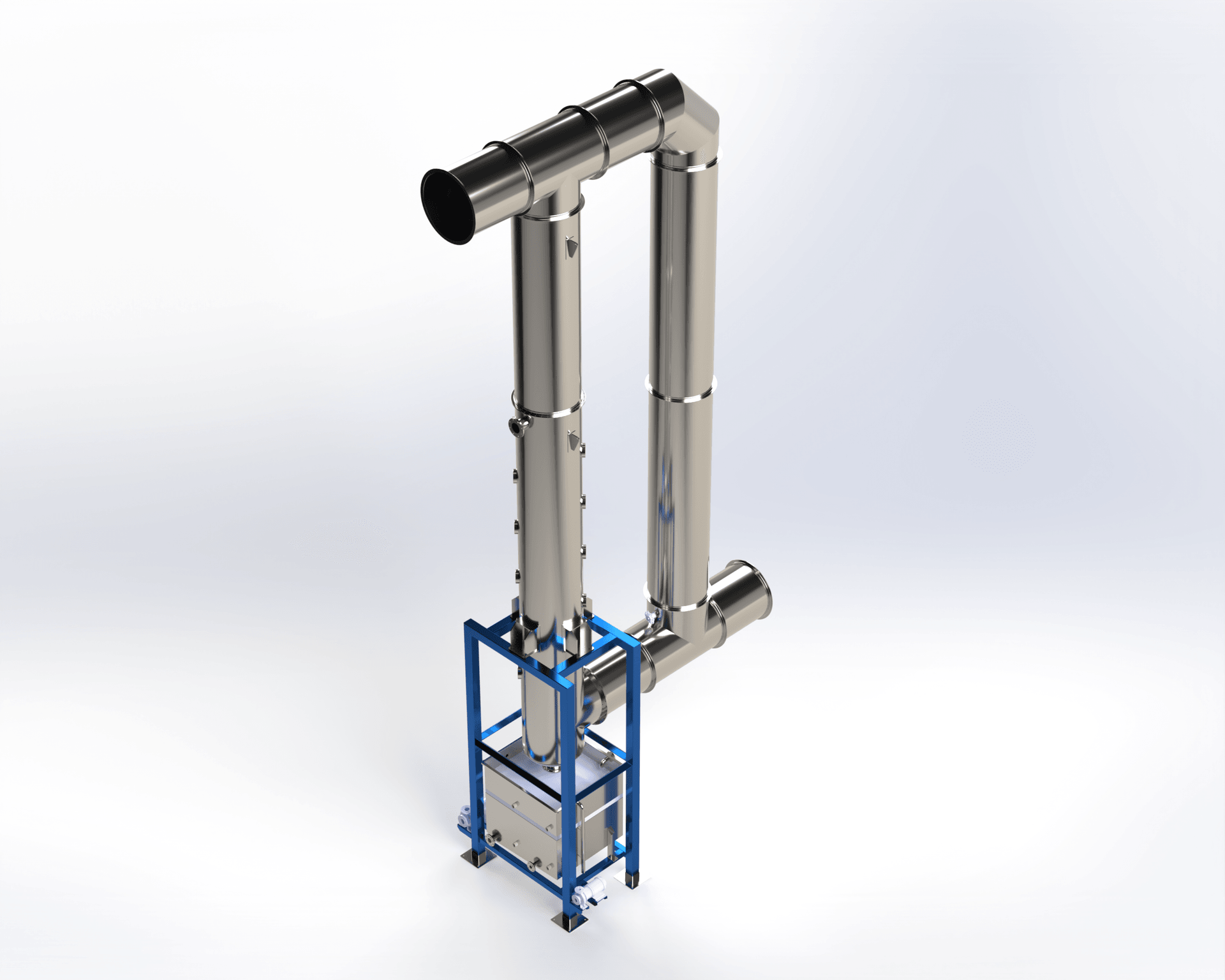
EcoRec condensers for evaporator exhaust recovery and water conservation in sugar processing.
Purpose-built EcoRec direct contact condensers for sugar refining operations. Capture water vapour from evaporator exhausts and process stacks — recovering latent heat energy and reclaiming clean water to reduce operational costs and improve sustainability across the refinery.
Four Models,
One Solution

Compact flue gas condenser for heat recovery from boiler exhaust — efficient energy capture at 1,500 kW.

Mid-range flue gas condenser for industrial heat recovery — 2,500 kW capacity.

High-capacity flue gas condenser — 3,500 kW for large industrial heat recovery systems.

Maximum-capacity condenser for large-scale energy recovery — 5,000 kW for utility and district heating.
Sugar Refining
Applications
Select an application to see how EcoRec condensers address your specific water and heat recovery requirements.
Sugar refining relies on multiple-effect evaporators that exhaust enormous volumes of water vapour at elevated temperatures. This exhaust represents both a thermal and water resource loss. EcoRec direct contact condensers capture this vapour efficiently, recovering latent heat for process reuse while reclaiming clean condensate — improving overall evaporator system efficiency and reducing utility consumption.
High-Capacity Recovery
Up to 5,000 kW heat transfer for large evaporator systems
Sugar-Grade Construction
Stainless steel withstands acidic and scaling conditions
Self-Draining Design
Advanced weir system prevents sugar residue buildup
Seasonal Adaptability
Smart controls adjust to variable crushing season demands
Built for
Sugar Refining
Key advantages of EcoRec condensers for sugar refinery water and heat recovery.

Evaporator Efficiency
Recover latent heat from evaporator exhaust streams — significantly improving overall multiple-effect evaporator system efficiency and reducing steam consumption per tonne of sugar produced.
Water Conservation
Reclaim clean condensate from process exhausts for reuse in juice preparation, boiler feed, or cleaning. Reduce freshwater intake and meet increasingly strict water usage regulations.
Scale-Resistant Design
Self-draining condensate management with advanced weir design prevents sugar residue and scale buildup. Optional CIP system automates cleaning between production runs.
Smart Control System
Real-time monitoring with VSD-driven extraction fans automatically adjusts recovery rates based on evaporator load — maximising efficiency across seasonal production variations.
Compact Footprint
Vertical design minimises floor space in congested refinery environments. Modular construction enables installation during planned shutdowns with minimal disruption.
Corrosion Resistant
High-grade stainless steel tubes withstand the acidic, high-temperature conditions common in sugar processing for extended service life with minimal maintenance.
Your Condenser
Pays You Back
Built-in heat recovery captures waste energy from evaporator exhaust condensation and redirects it back into the refinery — cutting steam costs and conserving water.
Evaporator Exhaust Becomes
Refinery Energy.
Sugar refinery evaporators exhaust enormous volumes of hot water vapour. Instead of venting that thermal energy to atmosphere through barometric condensers, our EcoRec system captures it and redirects it back into the refinery — pre-heating juice streams, warming boiler feed water, or supplementing process heating.
Recovered heat raises incoming juice temperature before evaporators — reducing the steam required per tonne of sugar and improving multi-effect efficiency.
Warm boiler feed water using recovered heat — reducing fuel consumption in bagasse, coal, or gas-fired boilers by 10–20%.
Recovered heat maintains optimal temperatures in vacuum pans and crystallisers — improving sugar crystal quality and reducing steam demand.
Generate 60–85°C hot water from waste heat for cleaning, washing, and general facility use — displacing dedicated boiler-fed hot water systems.
Sugar
Refining
FAQs
Common questions about EcoRec condensers for sugar refining water and heat recovery.
EcoRec condensers install downstream of the final evaporator effect or on boiler exhaust stacks. The modular design connects to existing ductwork with minimal modification. Smart controls interface with your DCS/SCADA system for integrated monitoring.
Yes. The self-draining weir design and direct contact condensation process minimise scaling risk. Optional CIP (Clean-in-Place) cycles remove any residue automatically. The stainless steel construction resists the corrosive conditions common in sugar processing.
Recovered condensate is clean and suitable for reuse in boiler feed water, juice preparation, or cleaning systems. For applications requiring higher purity, additional polishing filtration can be specified as part of the system design.
The smart control system with VSD-driven fans continuously monitors exhaust conditions and automatically adjusts condensation rates to match production load. During peak crushing season, the system maximises recovery; during off-season, it scales down efficiently.
Routine maintenance includes condensate system inspection, spray nozzle checks, and optional CIP cleaning. The self-draining design minimises manual cleaning requirements. Typical service intervals are quarterly during crushing season, with major inspections during off-season shutdowns.
Most sugar refinery installations achieve full payback within 12–18 months through combined water savings, reduced steam consumption, and lower effluent treatment costs. Facilities with high freshwater costs see the fastest returns.
Ready to
Recover?
Our engineering team specialises in sugar refinery condensation. Tell us about your evaporator exhaust conditions, water recovery needs, and refinery requirements.
- Evaporator exhaust recovery
- Water conservation systems
- Energy cost reduction
- Seasonal production planning