
Chemical Processing
Condensation
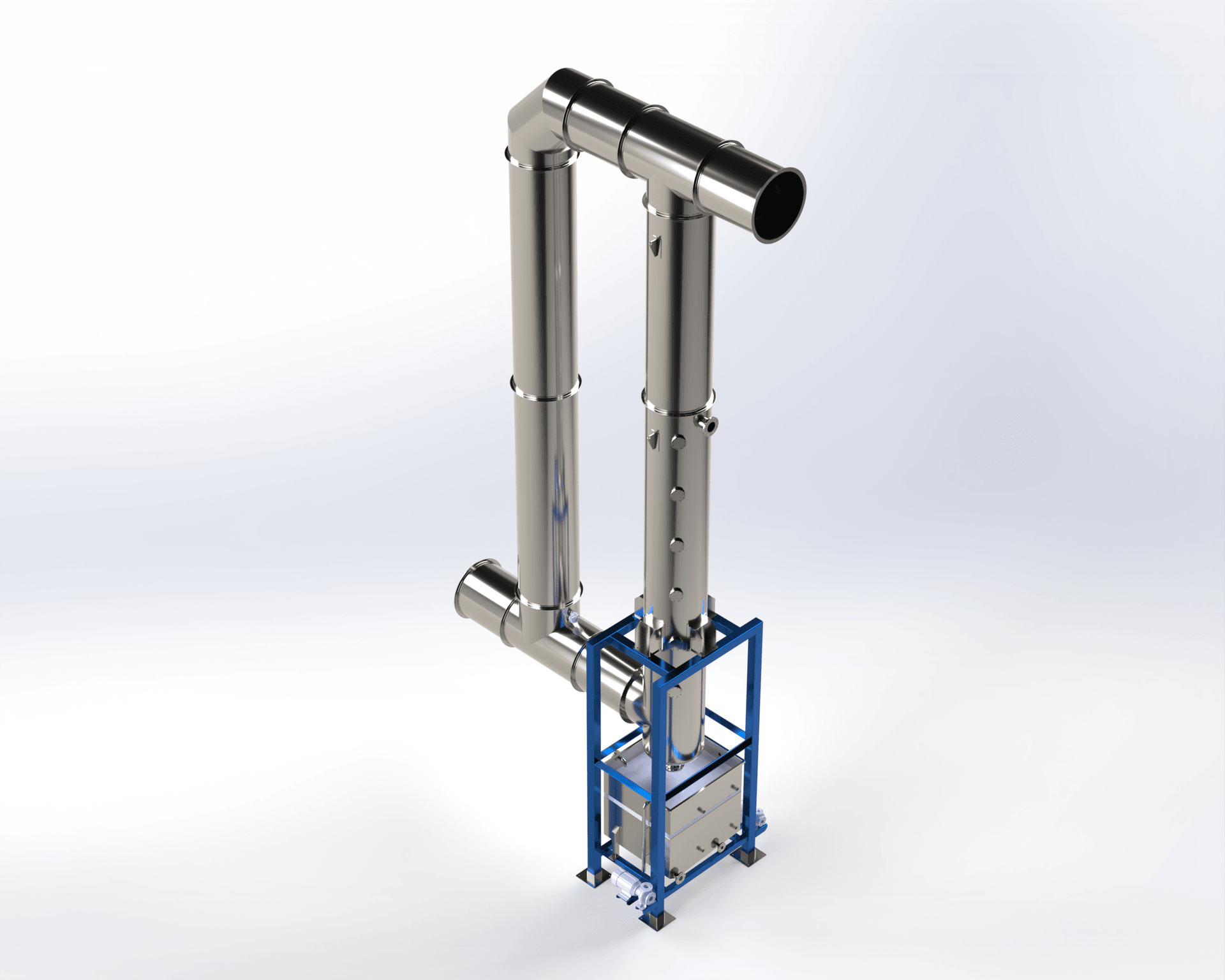
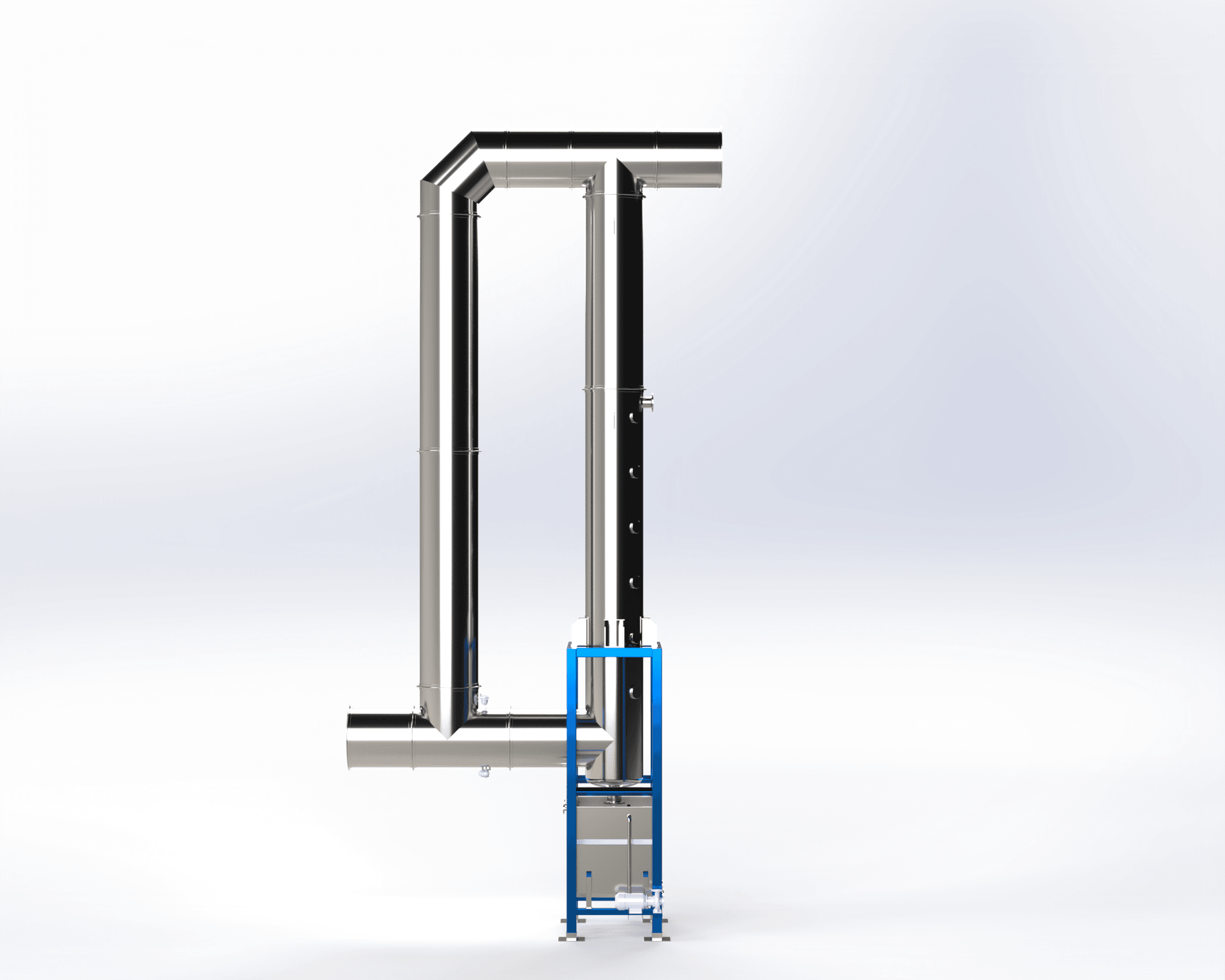
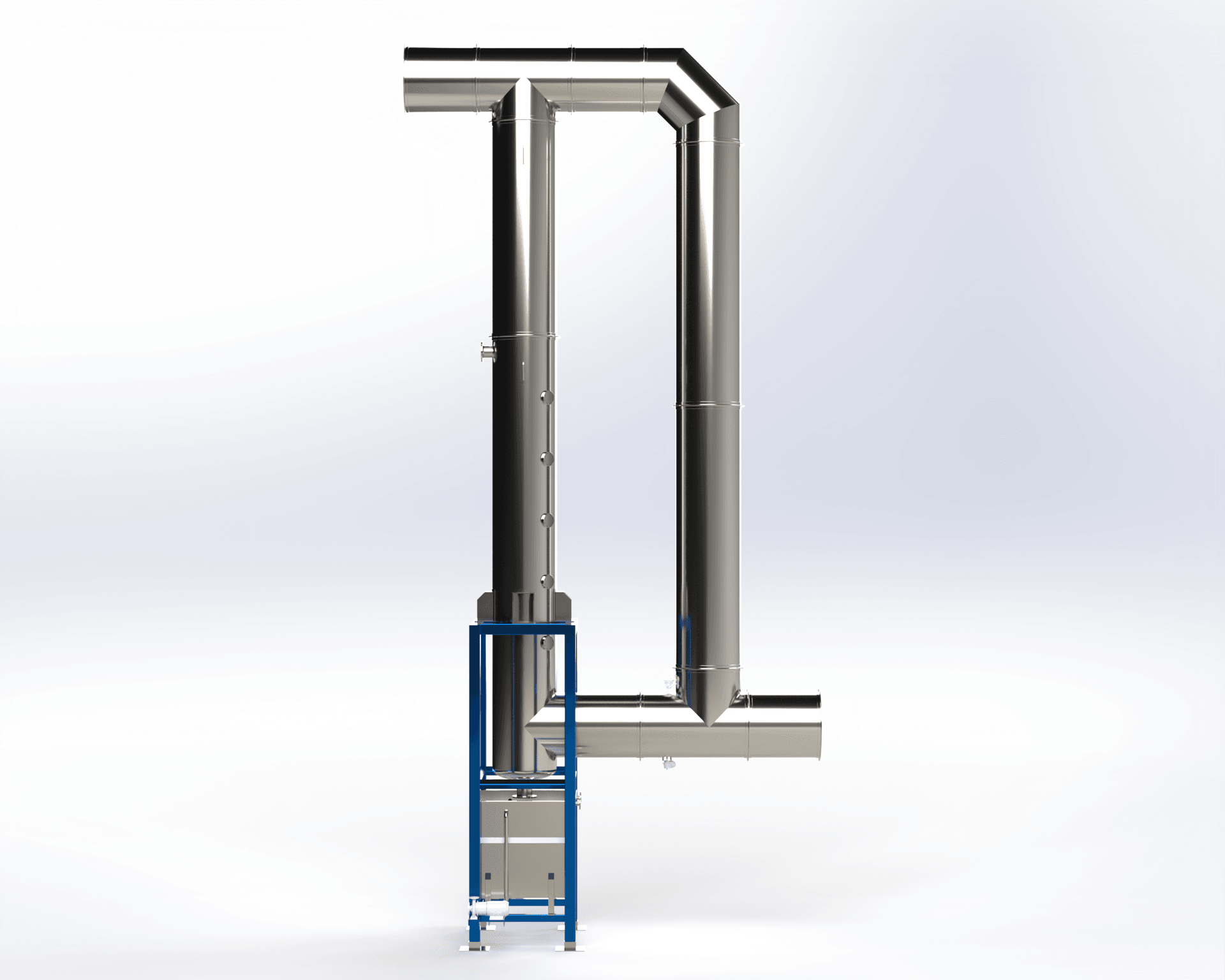
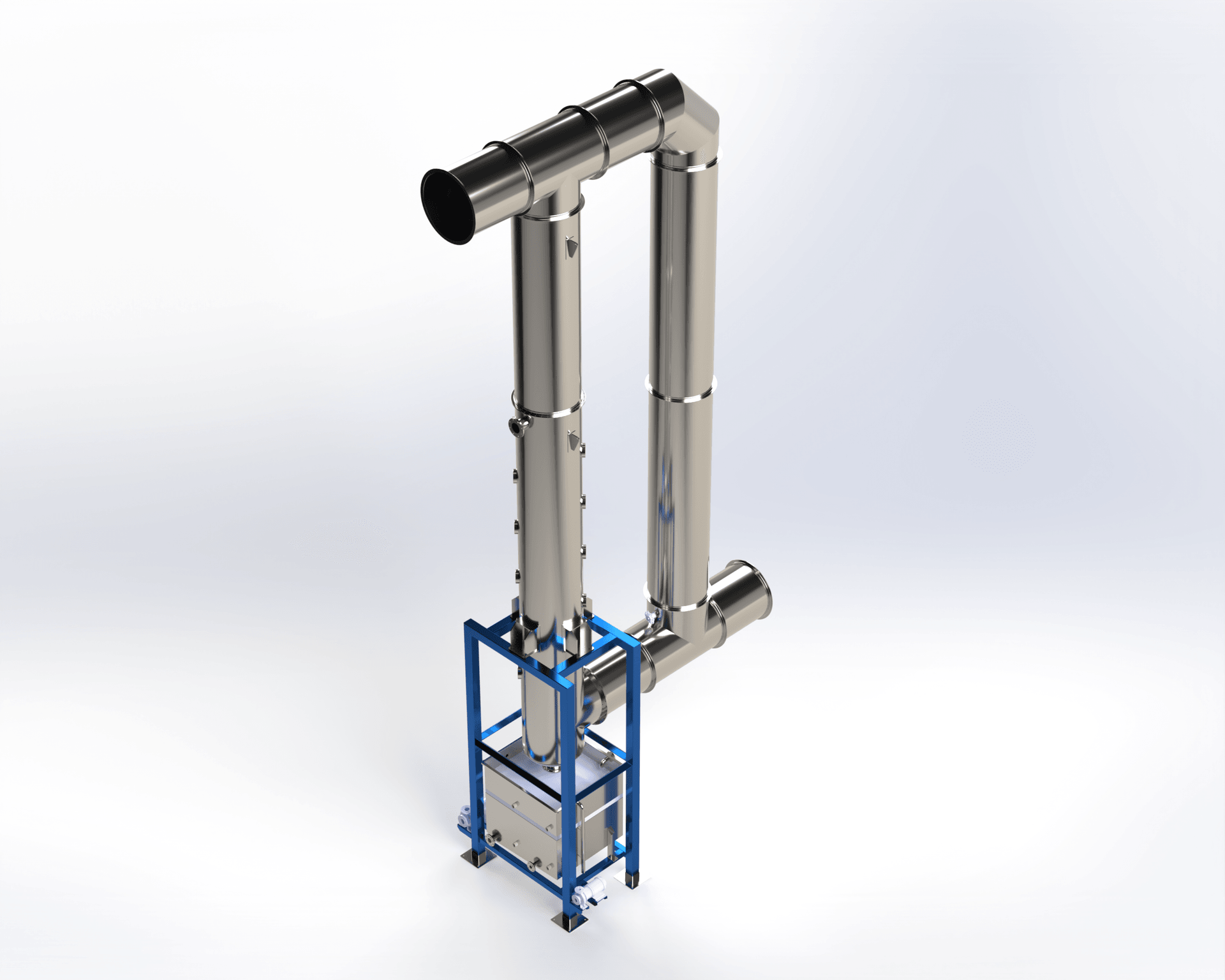
EcoRec condensers for flue gas condensation, solvent recovery, and emission reduction.
Purpose-built EcoRec direct contact condensers for chemical processing environments. Recover water and heat from flue gas streams, capture solvent vapours for reuse, and reduce stack emissions — meeting regulatory compliance while cutting operational costs.
Four Models,
One Solution

Compact flue gas condenser for heat recovery from boiler exhaust — efficient energy capture at 1,500 kW.

Mid-range flue gas condenser for industrial heat recovery — 2,500 kW capacity.

High-capacity flue gas condenser — 3,500 kW for large industrial heat recovery systems.

Maximum-capacity condenser for large-scale energy recovery — 5,000 kW for utility and district heating.
Chemical Processing
Applications
Select an application to see how EcoRec condensers address your specific recovery and emission requirements.
Chemical process heaters and boilers exhaust hot flue gases containing substantial water vapour and recoverable heat. EcoRec direct contact condensers cool these gases below dew point, capturing clean condensate and latent heat energy. The recovered heat pre-heats process streams, boiler feed water, or combustion air — while reducing visible plume emissions from stacks.
Chemical-Resistant Materials
Stainless steel 316 with optional special coatings for aggressive chemistries
Self-Draining Design
Advanced weir system prevents chemical residue buildup
ATEX Options
Explosion-proof configurations for hazardous area classifications
Smart Monitoring
Continuous emissions monitoring with automated regulatory reporting
Built for
Chemical Processing
Key advantages of EcoRec condensers for chemical process recovery and emission reduction.

Flue Gas Recovery
Cool exhaust gases below dew point to capture water vapour and latent heat — reducing visible plume emissions while recovering thermal energy for process reuse.
Solvent Reclamation
Condense and recapture organic solvents from exhaust streams for recycling back into production. Reduce raw material procurement costs and VOC emission levels simultaneously.
Chemical Resistance
Full stainless steel 316 construction with optional specialised coatings for aggressive chemical environments. Designed to withstand acidic flue gas conditions for extended service life.
Smart Control System
Real-time monitoring with continuous emissions tracking, automated regulatory reporting, and VSD-driven extraction fan control for optimised recovery rates.
ATEX Compliance
Optional explosion-proof configurations available for installations in hazardous area classifications — ensuring safe operation in chemical processing environments.
Regulatory Support
Continuous emissions monitoring data aids environmental permit compliance. Demonstrate measurable emission reductions for sustainability reporting and corporate ESG commitments.
Your Condenser
Pays You Back
Built-in heat recovery captures waste energy from flue gas condensation and redirects it back into your chemical plant — cutting fuel costs and improving process efficiency.
Waste Heat Becomes
Plant Energy.
Every EcoRec condenser recovers substantial thermal energy during flue gas condensation. Instead of venting that heat to atmosphere, our integrated recovery systems capture it and redirect it back into your chemical plant — pre-heating process streams, generating hot water, or supplementing your existing thermal infrastructure.
Recovered exhaust heat raises incoming water or feed temperatures — reducing your primary boiler fuel consumption by 15–30%.
60–90°C hot water for clean-in-place systems, vessel washing, and process heating — displacing dedicated gas-fired water heaters.
Recovered heat warms combustion air for boilers and process heaters — improving thermal efficiency and reducing fuel consumption.
Low-grade recovered heat feeds into building heating systems — reducing winter heating costs across the facility.
Chemical
Processing
FAQs
Common questions about EcoRec condensers for chemical processing recovery and emission reduction.
Yes. All EcoRec models use high-grade stainless steel 316 construction, with optional specialised coatings available for particularly aggressive chemistries. Materials are selected based on a detailed assessment of your specific exhaust composition to ensure long-term corrosion resistance.
Yes. EcoRec condensers can be supplied in ATEX-compliant configurations for installation in hazardous area classifications. Explosion-proof motors, controls, and instrumentation options are available to meet Zone 1 and Zone 2 requirements.
Solvent recovery rates depend on the specific solvent, exhaust temperature, and flow conditions. EcoRec condensers are designed to maximise condensation efficiency by cooling exhaust below the dew point of target compounds. Typical recovery rates exceed 70% for common industrial solvents.
The smart control system includes options for continuous emissions monitoring — tracking temperature, humidity, flow rates, and optionally VOC concentrations. Data is logged automatically for regulatory reporting and can be integrated with facility DCS/SCADA systems.
Routine maintenance includes condensate system inspection, spray nozzle checks, and material condition assessment. Chemical-resistant construction minimises degradation. Optional CIP cleaning cycles remove chemical residue. Typical intervals are quarterly, with detailed corrosion inspections annually.
Chemical processing installations typically achieve payback within 12–24 months through combined energy savings, solvent recovery value, reduced water consumption, and avoiding regulatory penalties. Facilities with high solvent costs see the fastest returns.
Ready to
Recover?
Our engineering team specialises in chemical process condensation. Tell us about your flue gas conditions, solvent recovery needs, and compliance requirements.
- Flue gas condensation
- Solvent recovery systems
- Emission reduction
- ATEX compliance planning