
Food Industry
Process
Heating
Clean heat for deep frying, baking, coffee roasting & drying kilns.
Purpose-built indirect process heaters delivering contamination-free thermal energy for the food industry. From continuous deep frying lines to large-scale baking ovens — reliable, efficient, and food-safe.
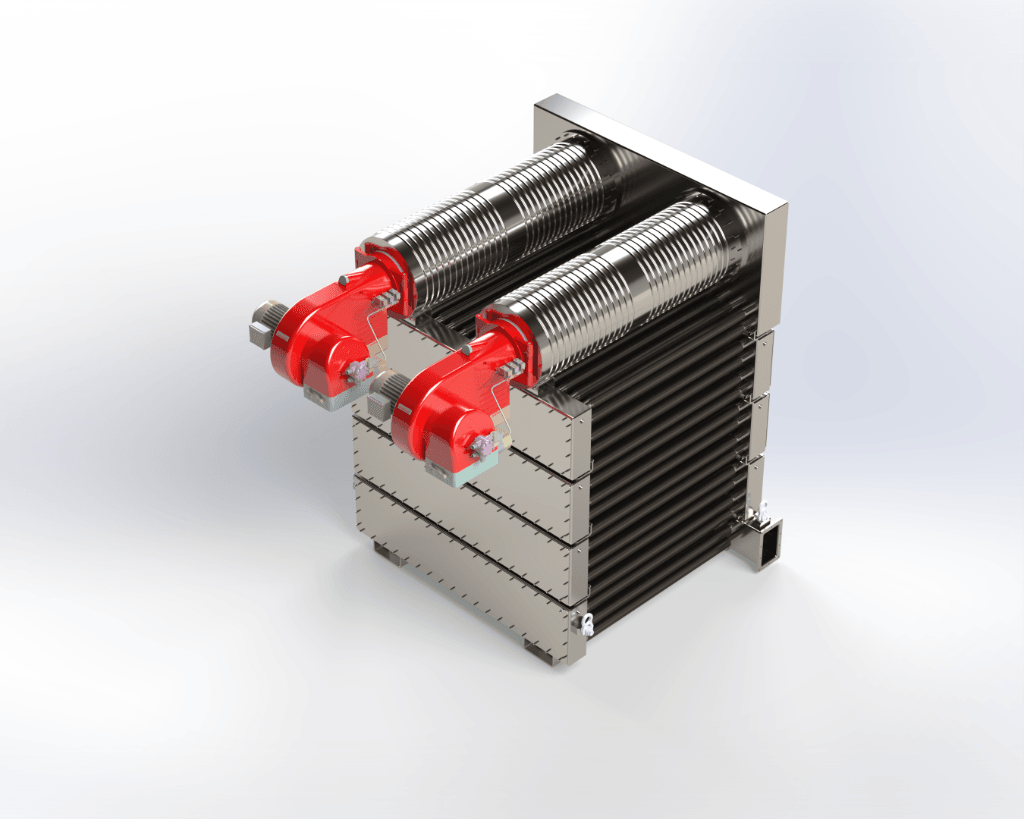
Two Models,
One Solution

Single-burner indirect process heater for compact installations — 750 to 1,250 kW thermal output.

Double-burner indirect process heater for high-capacity applications — 1,500 to 2,500 kW thermal output.
Food Industry
Applications
Select an application to see how our process heaters address your specific food processing heating needs.
Thermal oil systems are unforgiving — a 5°C swing changes acrylamide formation, colour, and texture. Our indirect heaters deliver ±1°C temperature stability across continuous frying lines. No direct flame, no hot spots, no oil degradation from combustion gas ingress. Same product, every run.
Indirect Heating
Combustion gases never contact your product
Multi-Fuel Ready
Natural gas, LPG, biogas flexibility
Smart Controls
Modulating burners with PLC automation
20+ Year Life
Free-floating tube bundle design
Built for
Food Industry
Key advantages of indirect process heaters in heavy-duty food production applications.

Food-Grade Clean Air
Indirect design fully separates combustion gases from process air — zero contamination risk for every product that passes through your line.
Lower Energy Bills
80–90% thermal efficiency with optional heat recovery cuts fuel costs significantly compared to direct-fired alternatives.
Multi-Fuel Flexibility
Natural gas, LPG, or biogas — switch to whichever fuel is most cost-effective for your facility without equipment changes.
Output From 750–2500 kW
Single and double-burner configurations scale to match any production line size, from artisan bakeries to industrial processors.
Fast, Reliable Startup
Cold to full output in ~30 minutes. No warmup uncertainty — your production line runs to schedule, every shift.
20+ Year Service Life
Free-floating tube bundle eliminates thermal stress cracking. Minimal scheduled maintenance keeps your facility running continuously.
Built to Fit
Your Operation
Drop-in heat source for your existing production line — no structural changes, no production downtime.
One Bad Batch Closes Accounts.
Your Heat Can't Be the Variable.
Food buyers audit your process, not your excuses. A contamination event or temperature deviation doesn't just waste product — it triggers a recall, fails your BRC or SQF audit, and costs you the contract. EcoHeat indirect heaters remove heat as a risk factor: sealed combustion, ±1°C oil stability, and 24/7 uptime engineered in from the start.
Indirect heat exchange seals combustion gases away from your product permanently. No soot, no NOₓ, no CO — every batch passes food-safety certification by design.
Stable ±1°C thermal oil temperatures slow oxidation and polar compound formation — oil lasts longer, acrylamide stays within spec, replacement costs drop.
Modulating burners respond to load changes in seconds — no overshoot, no cold zones. Same colour, same texture, same yield, every run.
Modulating burners respond to load changes in seconds — no overshoot, no cold zones. Same colour, same texture, same yield, every run.
Food Industry
FAQs
Common questions about using indirect process heaters for food industry applications.
Our indirect process heaters use a heat exchanger to separate combustion gases from the air stream. The heated air that contacts your food product is 100% clean — no soot, no combustion byproducts, no contamination. This is critical for maintaining food-safety standards and preserving nutritional content in commercial baking and drying applications.
Our systems offer extremely precise temperature control across a wide range of applications. Whether you need 40–90°C for delicate drying processes or up to 250°C for deep frying thermal oil, our control systems allow precise temperature regulation within ±1°C to ±2°C.
Absolutely. The EcoHeat series is designed for continuous, intensive operation. With rapid startup from cold and modulating burners that adjust output instantly to match any load variation, you can maintain precise temperatures 24/7 without risking product inconsistency.
Our units support natural gas, LPG, and biogas. For most industrial food facilities, natural gas is the standard, but we also accommodate dual-fuel burners to ensure uninterrupted operation even during supply variations.
The EcoHeat units are designed as standalone heat sources that connect seamlessly to your existing ducting or thermal fluid loops. Flexible inlet/outlet configurations and custom control panel integration make retrofit installations straightforward and minimise facility downtime.
With 80–90% thermal efficiency and optional heat recovery systems, most food production facilities see ROI within 2–3 years. Substantial additional value comes from minimized product wastage, reduced fire risks in oil heating, and improved operational uptime.
Food Industry
Consultation
Our engineering team specialises in food industry thermal solutions. Tell us about your heating or cooking requirements.
- Deep frying line heating
- Commercial baking oven systems
- Fuel cost & efficiency analysis
- Retrofit & integration planning